
Colata in conchiglia sotto vuoto
Metodo di tocco a terra Processo di fusione e colata altamente produttivo per componenti complessi realizzati con materiali altamente resistenti al calore. Grandi quantità possono essere prodotte in un breve periodo di tempo con un livello molto alto di riproducibilità.
- Da parti singole a grandi serie
- Alto grado di purezza
- Possibilità di affinamento mirato del grano sui getti
- Alto grado di automazione
Metodo del crogiolo inclinabile Processo di fusione e colata per la produzione di componenti complessi realizzati con materiali resistenti alle alte temperature con un'elevata purezza e una riproducibilità molto buona.
- Da parti singole a grandi serie
- Grado di purezza molto elevato
- Alto grado di automazione nella produzione, colata autonoma tramite cella di colata (dal preriscaldamento al raffreddamento)

Cronic Casting / colata a conchiglia
Metodo convenzionale
La fusione a cera persa convenzionale aperta - è un processo a cera persa caratterizzato da una selezione quasi illimitata di leghe.
- Peso del componente fino a 100 kg
- Colata manuale del grappolo di fusione in un ambiente ossigenato
- Lo stampo viene riempito manualmente tramite un mestolo ed è controllato dalla velocità di colata
- Spazio di installazione massimo 600 x 600 x 550 mm
Tecnologia di ribaltamento
Una qualità del materiale molto elevata viene raggiunta con la tecnologia di ribaltamento. Dopo la fusione della lega, il forno ruota di 180 gradi in pochi secondi. Il guscio dello stampo che è flangiato direttamente al forno viene riempito in modo preciso e con bassa turbolenza nel processo, anche utilizzando gas inerte.
- L'influenza dell'ossigeno è eliminata utilizzando una campana di gas inerte.
- Lo spazio di installazione massimo è di 580 x 400 mm di diametro
- Peso massimo di fusione di 100 kg


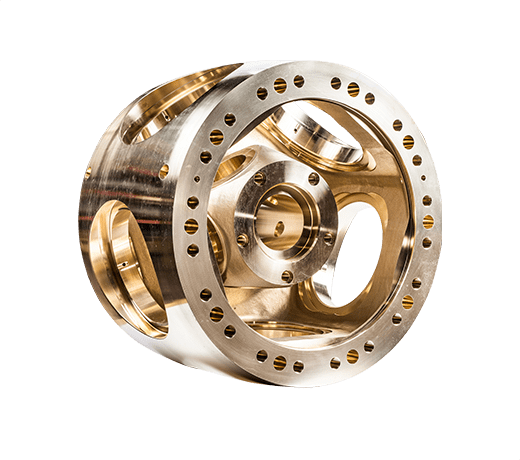
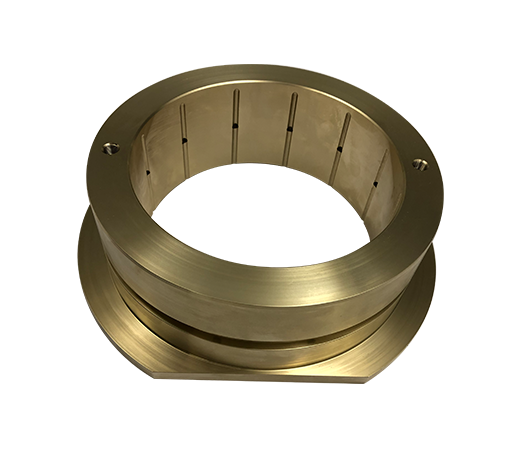
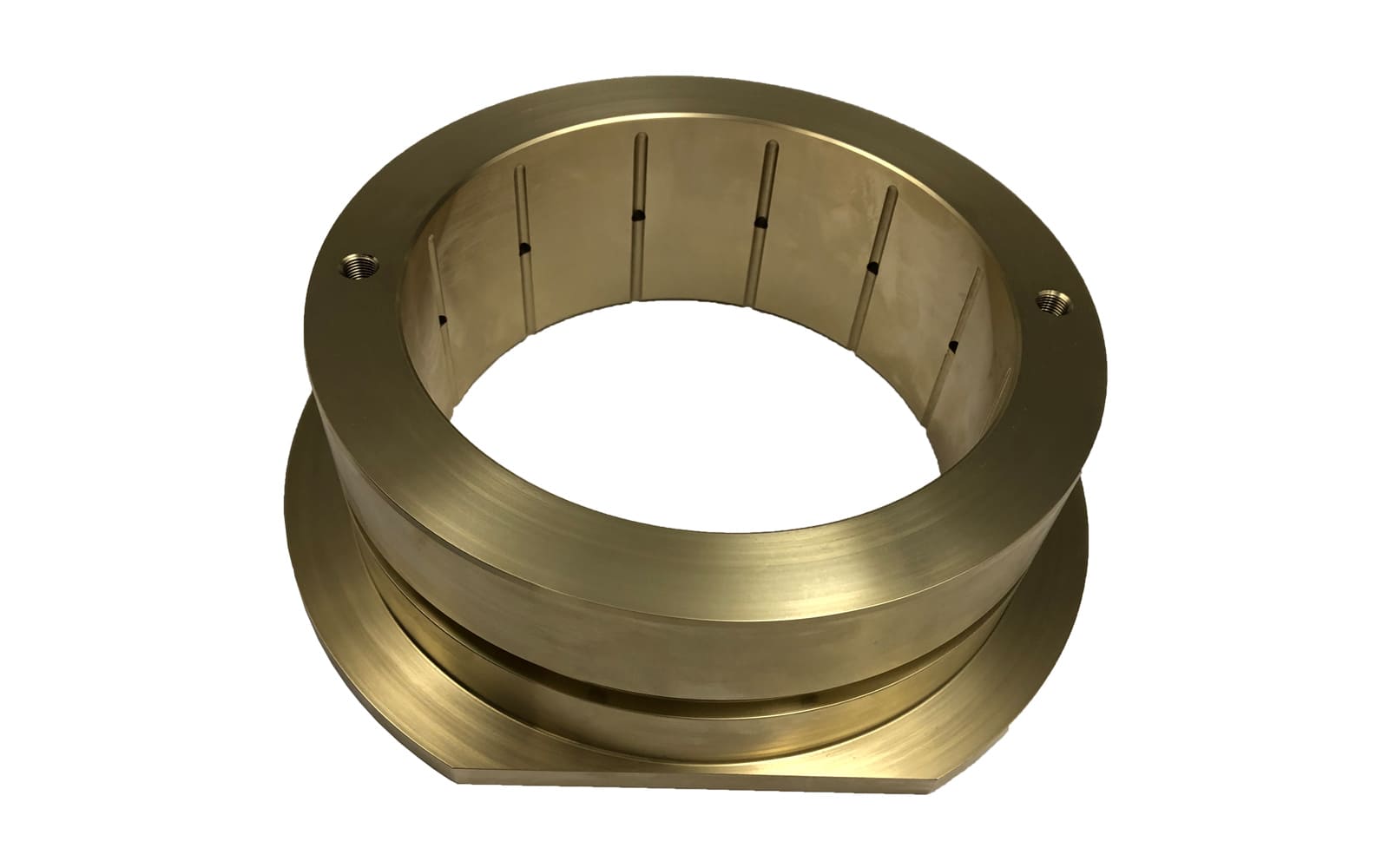
Colata in sabbia
Il processo di colata in sabbia offre un alto grado di libertà e la produzione economica di componenti complessi con sottosquadri e cavità
- Per pezzi singoli e piccole serie
- Produzione secondo il modello permanente, modello perso o basato su parti modellate stampate/fresate
- Pesi dei pezzi: leghe di rame fino a 8.000 kg, leghe di acciaio fino a 2.500 kg
- Produzione utilizzando uno stampo perso

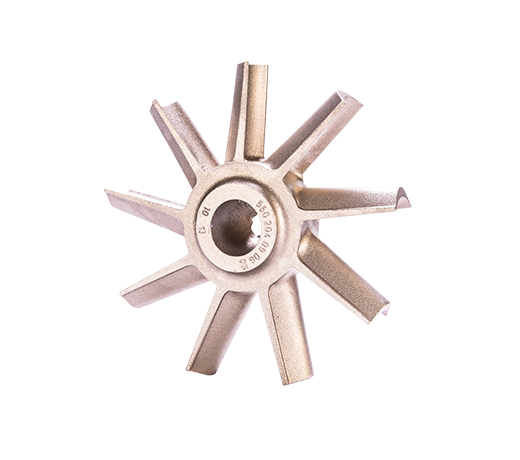
Cronic Casting / colata a conchiglia
Componenti complessi con cavità e un'alta qualità superficiale possono essere prodotti economicamente con la fusione Croning o la fusione a guscio.
- Qualità superficiale Ra 6,3 µm
- Grandi serie
- Modelli metallici
- Gamma di peso fino a circa 20 kg
- Dimensioni dei pezzi fino a circa 400 x 250 x 200 mm
- Produzione utilizzando uno stampo a perdere



Contatto diretto
T +49 (0) 7571 70 370 E zgm@zollern-nospam.com
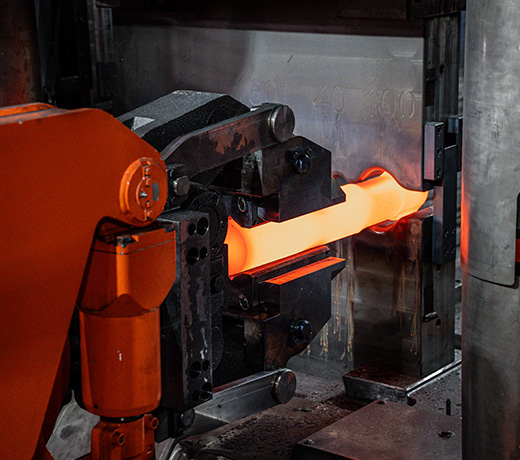
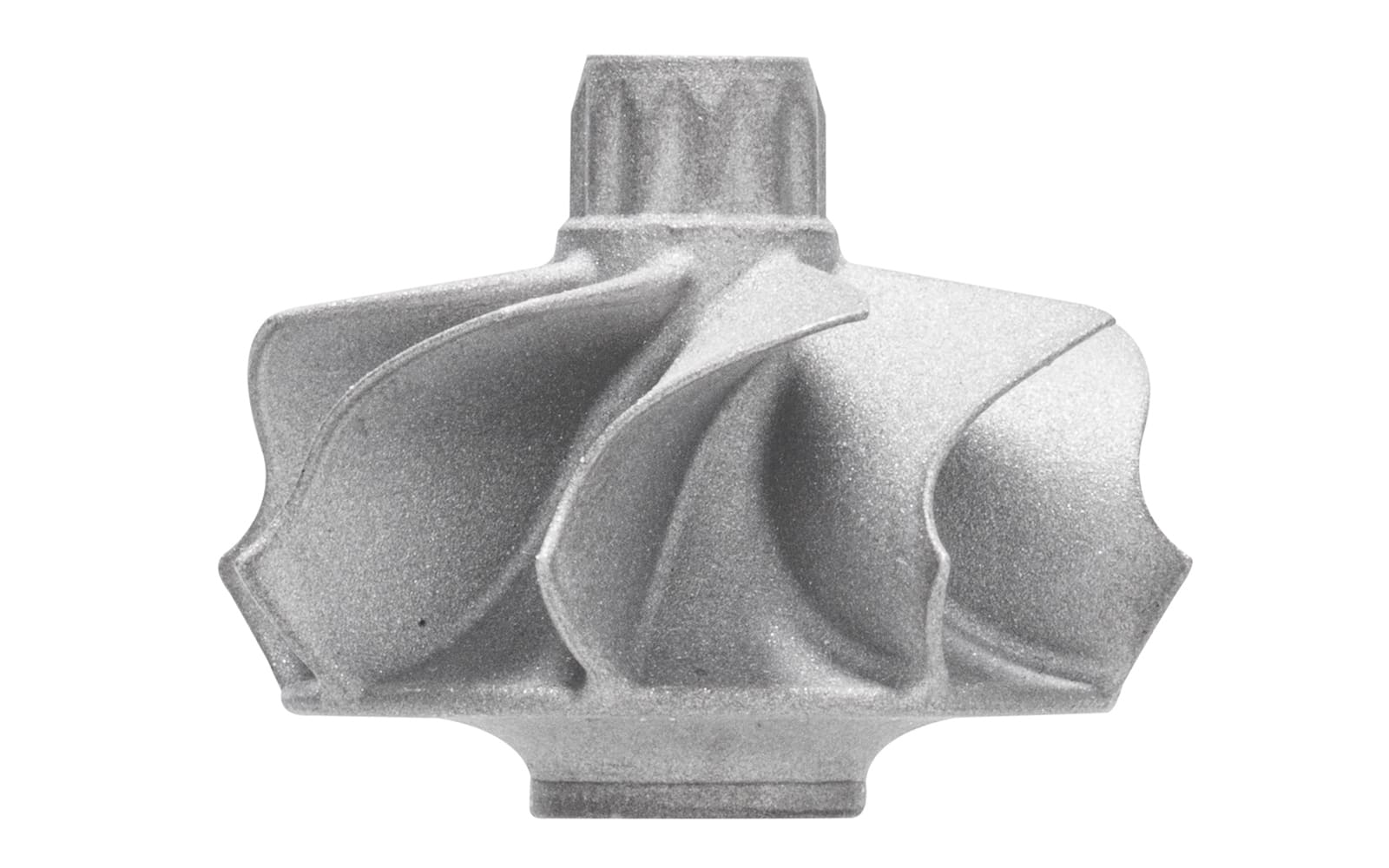
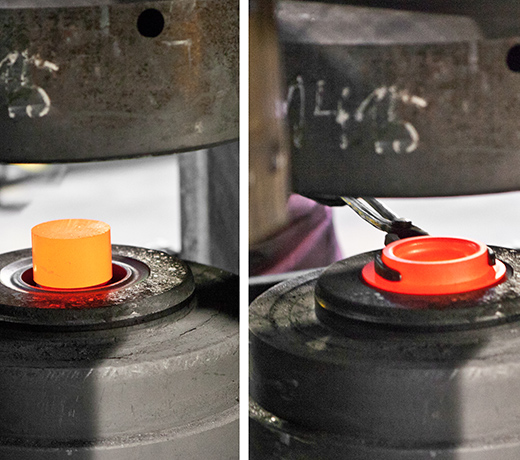
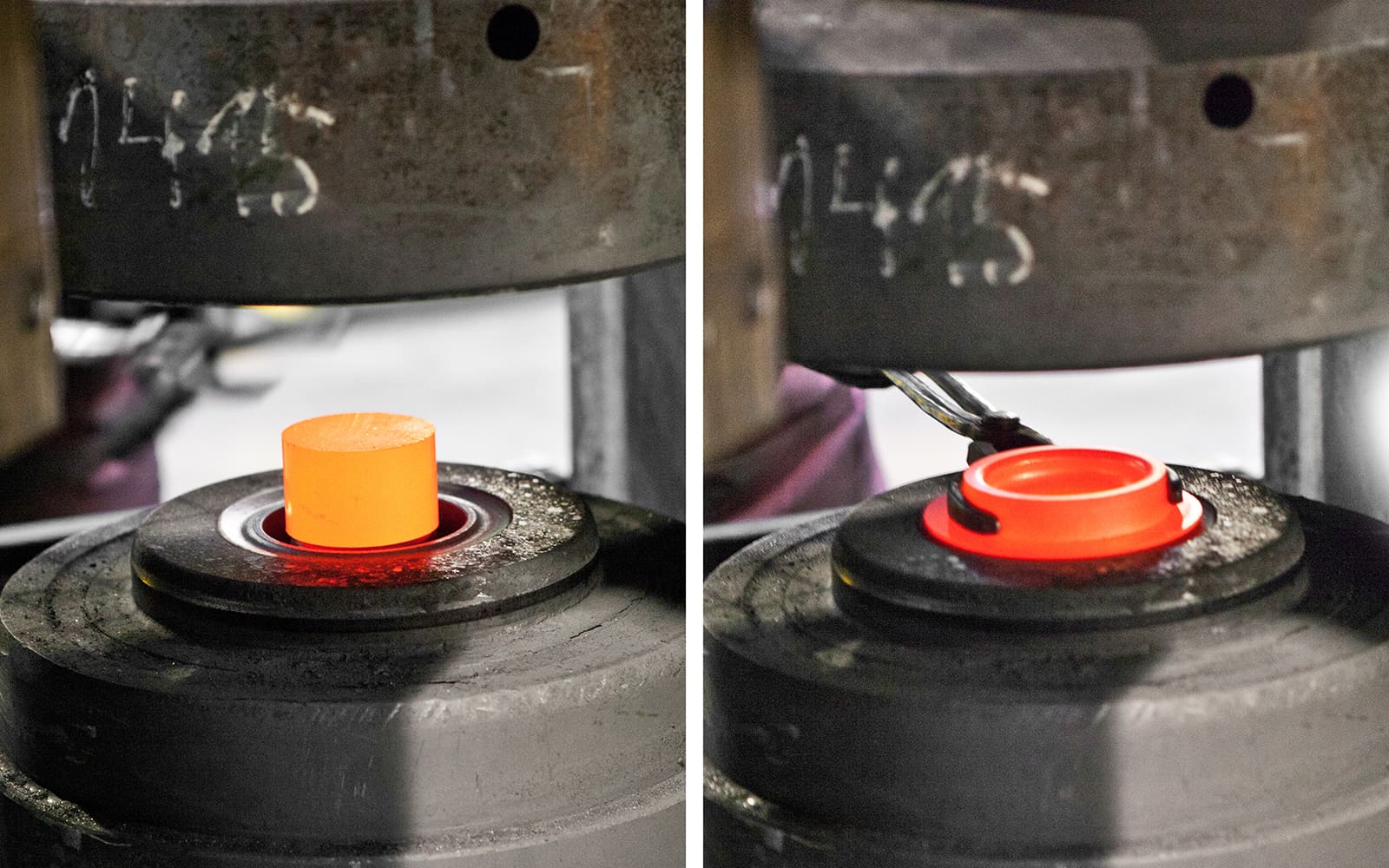
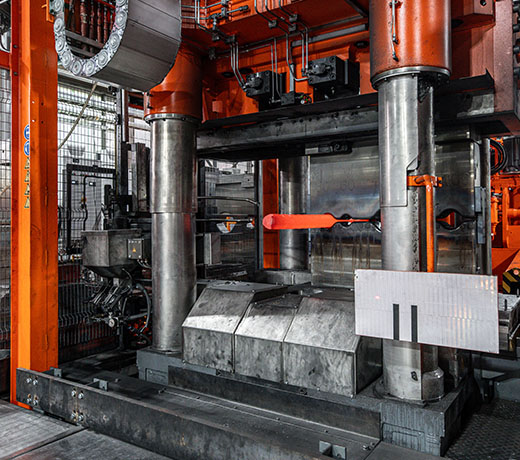
Forgiatura a stampo aperto
ZOLLERN ha prodotto pezzi lavorati rotondi e quadrati, da dischi e alberi a anelli e barre piatte o quadrate, su una linea di forgiatura completamente automatica e una pressa idraulica da 1.600 tonnellate.
Dimensioni dei pezzi lavorati Diametro: 40 - 450 mm Lunghezze: 1 - 12.000 mm



Catena di processo
ZOLLERN offre un'ampia gamma verticale di produzione per processi efficienti e qualità di prima classe.
- Formatura principale
- Formatura dei metalli
- Separazione
- Modifica delle proprietà dei materiali
- Lavorazione
- Trattamento termico
- Prove NDT secondo le esigenze del cliente (PT/UT/MT)
- Prove sui materiali (prova di trazione, prova d'urto con intaglio, prova di durezza, conducibilità elettrica)
- Esame metallografico (determinazione della dimensione del grano, valutazione della microstruttura, ecc.)

Contatto diretto
T +49 (0) 7571 70 370 E zgm@zollern-nospam.com




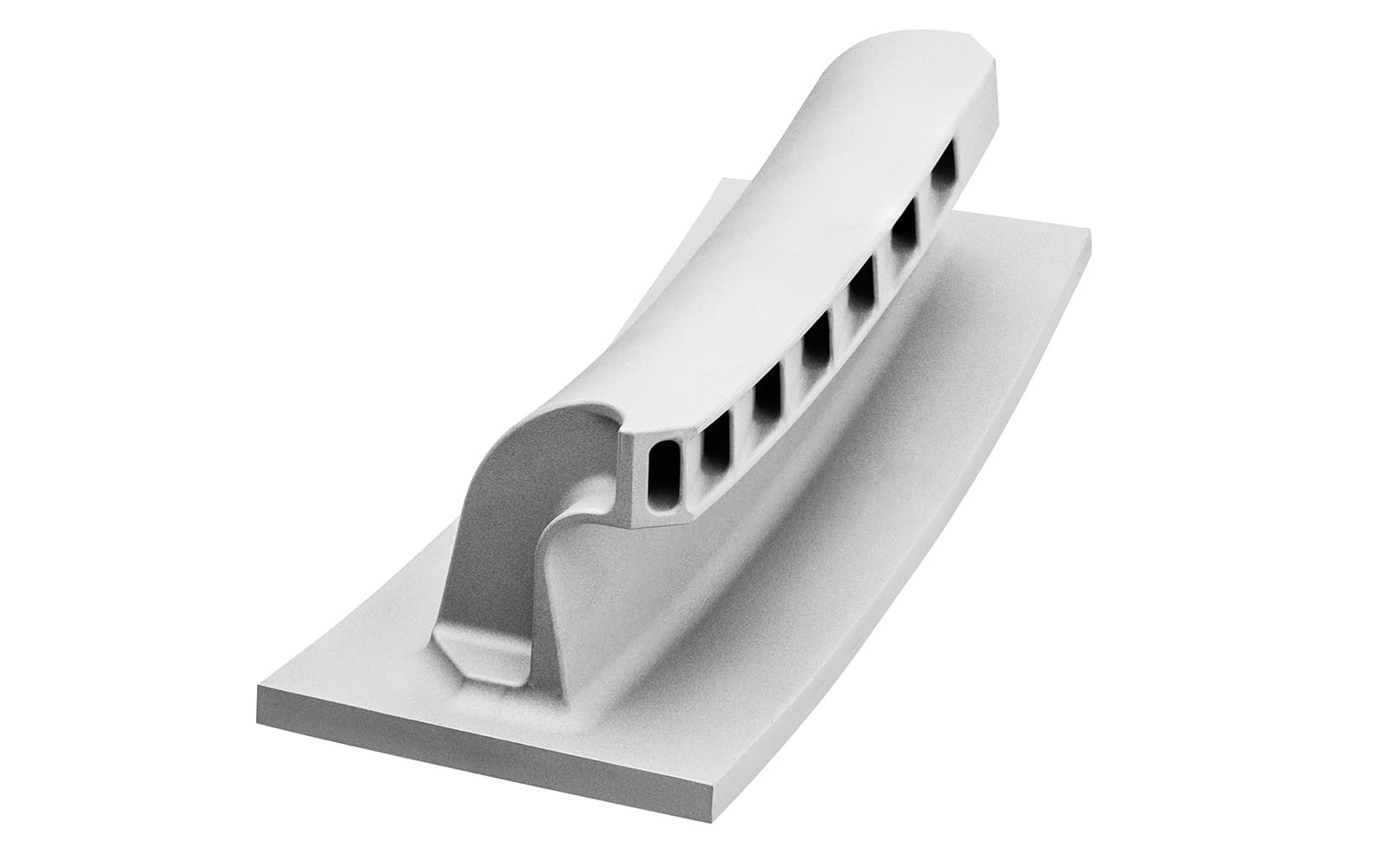
Laminazione a freddo
Con la laminazione a freddo, un filo di vergella viene portato al contorno finale specificato a temperatura ambiente tramite laminazione. Diversi gruppi di laminazione in una linea di produzione eseguono automaticamente questo processo e conferiscono ai profili un'elevata qualità superficiale. Il processo è particolarmente adatto per la produzione di piccole geometrie di profili, necessarie in quantità maggiori.

Contatto diretto
T +49 (0) 7571 70-380 E zst@zollern-nospam.com