Solutions de composants individuels
ZOLLERN propose des solutions de composants individuels et des moulages spécifiques au client, des grandes séries aux pièces individuelles. Nous sommes des partenaires de développement pour nos clients et l’une des principales fonderies en Europe avec plus de 1 000 employés dans le domaine du moulage.
Le moulage est un processus de précision. Il offre une grande liberté de conception. Le large éventail d’alliages possibles permet de trouver des solutions économiques pour les applications les plus variées.


Industrie automobile
Les composants moulés à la cire perdue sont établis dans l’industrie automobile en raison de leur énorme capacité de performance. ZOLLERN répond à la demande d’efficacité et de performance avec ses composants de haute qualité, tels que les roues de turbine pour les turbocompresseurs. Dans le procédé de moulage à la cire perdue, des géométries très complexes peuvent être reproduites dans les matériaux les plus résistants avec la plus grande fiabilité des procédés.
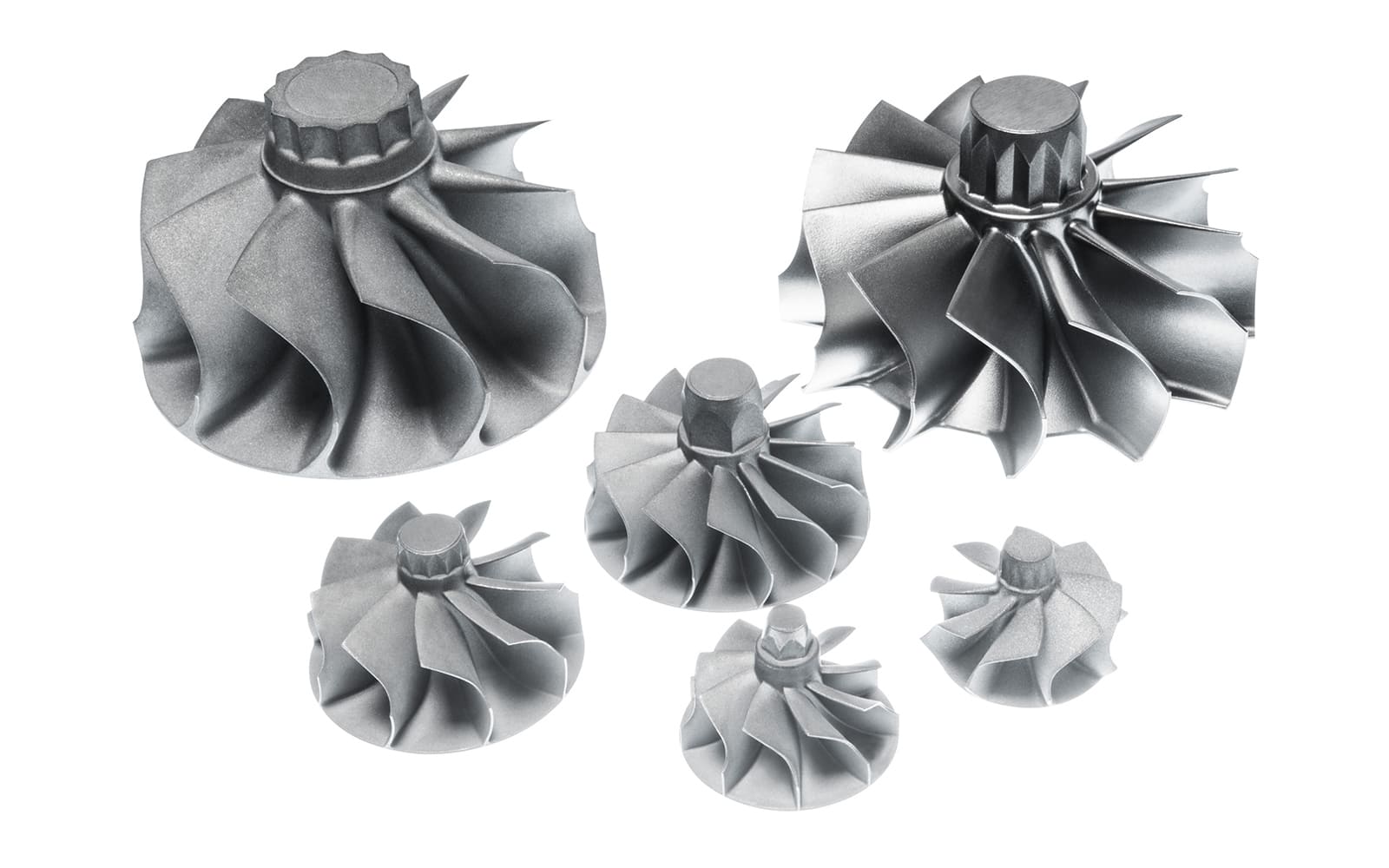
- Roues de turbine
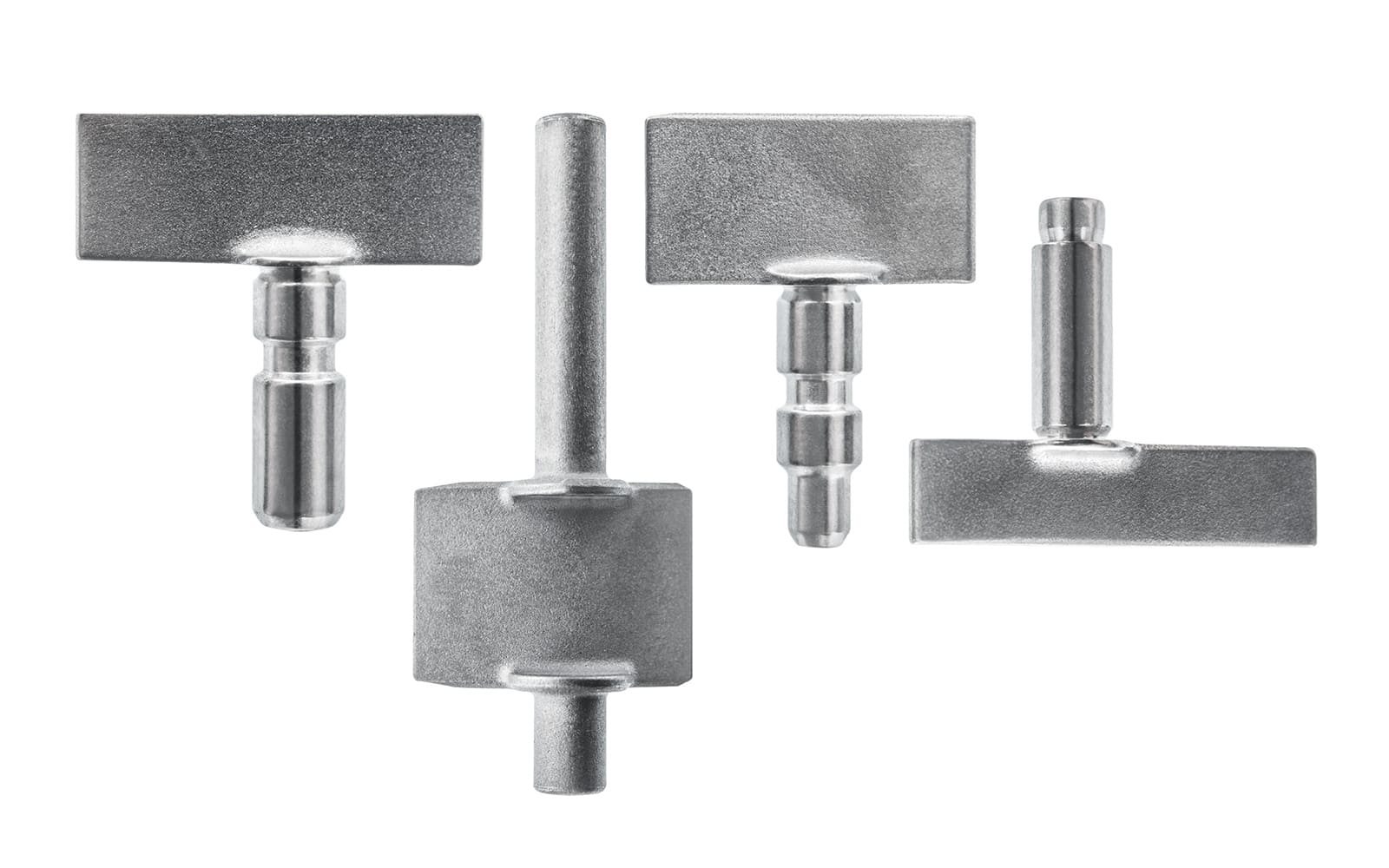
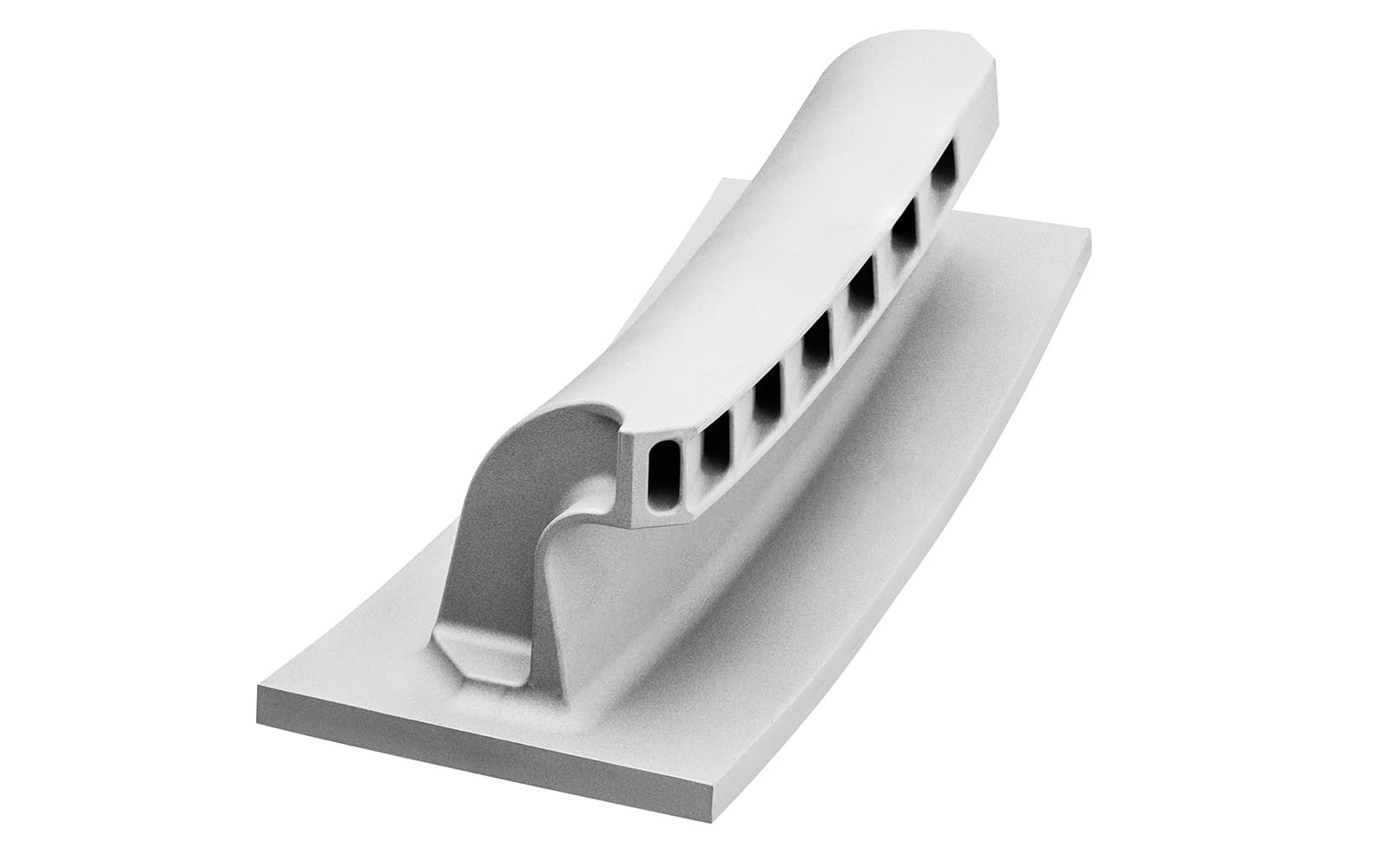
- Plaques et douilles de rabat
- Aubes VTG - aubes directrices
- Linguets
- Porte-satellites
- Porte-roues
- Supports Formule 1
- Boîtier

Description : robinet-vanne pour déchets
Application : turbocompresseur
Matériau : acier à haute résistance thermique et alliages à base de nickel, par ex. 1.4848, 1.4957, Inconel 713C
Procédé de fabrication : moulage de précision à ciel ouvert ou sous vide
Usinage et assemblage : tournage, fraisage, calfatage, soudage (EB ou laser) etc.
Poids : 80 - 120 g
Client : BMTS, BorgWarner, Continental, IHI, Mitsubishi
Description : aube VTG
Application : turbocompresseur
Matériau : acier à haute résistance thermique et alliages à base de nickel, par ex. 1.4848, 1.4957, Inconel 713C
Procédé de fabrication : moulage de précision à ciel ouvert ou sous vide
Usinage : Broyage
Poids : 0,04 - 0,08 g
Client : BMTS, BorgWarner, Continental, IHI, Mitsubishi

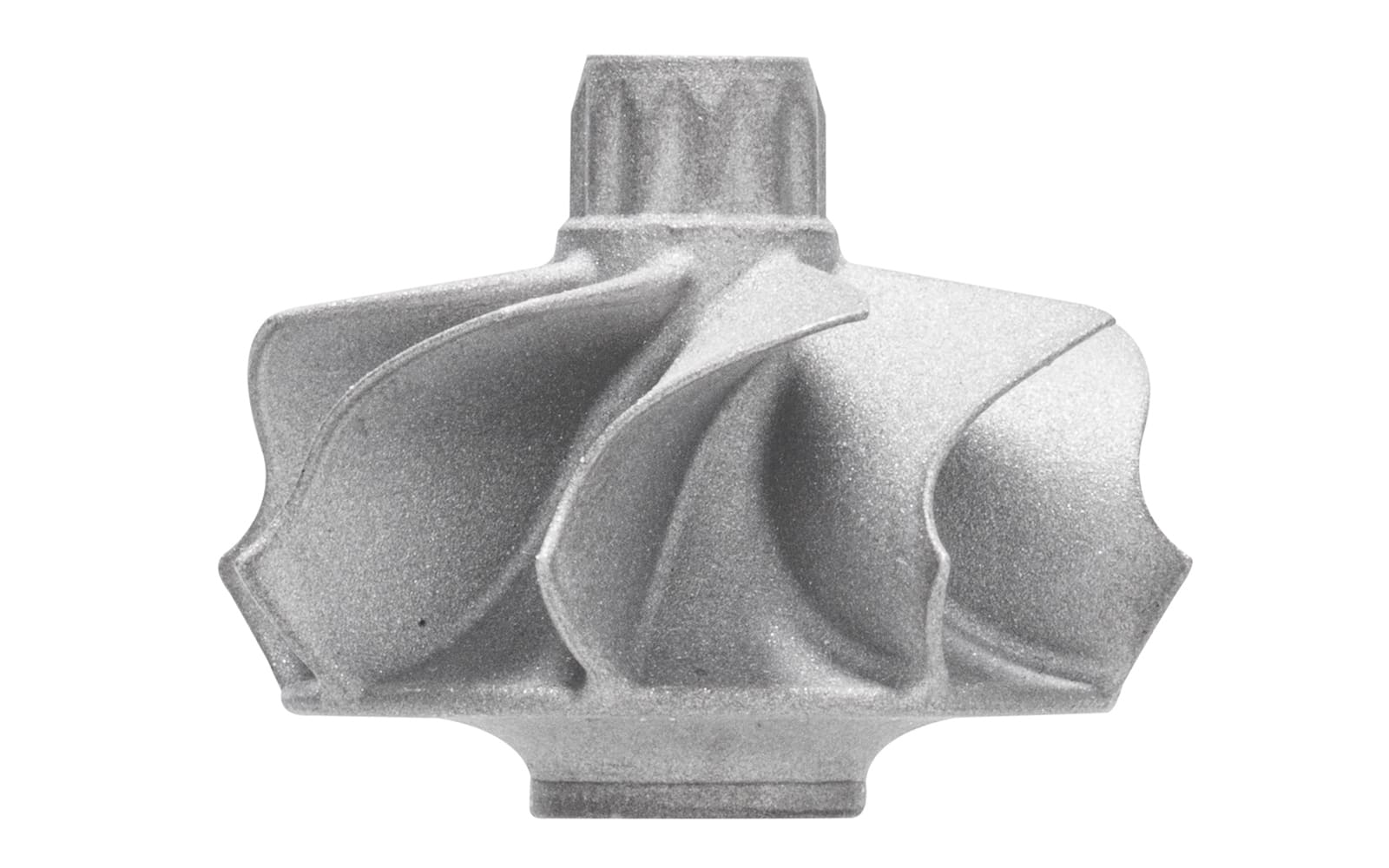
Nom : roue de turbine
Application : turbocompresseur
Matériau : alliages de nickel résistant à la chaleur, par ex. GMR 235, Inconel 713 C & LC, Inconel 100, MAR M246, MAR M 247 LC
Procédé de fabrication : moulage de précision sous vide
Poids : toutes les tailles (30 - 3 000 g)
Clients : BMTS, BorgWarner, Continental, CZ, IHI, Mitsubishi, MTU

Description : culbuteur
Application : groupe motopropulseur
Matériau : acier, par ex. 1.2343
Procédé de fabrication : moulage en plein air
Poids : 10 g
Client : Gnutti Carlo S.P.A.

Description : porte-satellites
Application : différentiel
Matériau : acier 1.7147
Procédé de fabrication : moulage de précision en plein air
Poids : 3 200 g
Client : Linamar et autres

Industrie aérospatiale
L’éco-efficacité et les concepts d’entraînement alternatifs avec réduction du carburant, du bruit et des émissions sont des objectifs clés dans l’industrie aérospatiale. Les conceptions légères et les solutions de moulage de précision hautement durables de ZOLLERN permettent d’atteindre ces objectifs dans de nombreux alliages différents. L’assurance qualité rigoureuse et un système de gestion certifié confirment la haute qualité de nos services et produits :
- Lames de guidage et de rotation, aubes, boucliers thermiques
- Profilés des volets d’atterrissage, réceptacles des volets d’atterrissage, boîtier
- Trains d’atterrissage et moulages de construction
- Boîtier pour les systèmes optiques, électroniques et à carburant

Énergie
Les moulages à haute performance de ZOLLERN sont des composants importants dans les usines qui produisent de l’énergie. Ce sont souvent des éléments clés dans différentes industries
- Industrie pétrolière et gazière
- Eau
- Charbon
- Énergies renouvelables
- Nucléaire
Par exemple, ils sont utilisés comme :
- Composants structurels, aubes et pales de turbines à gaz
- Pièces de carottage pour dispositifs de forage
- Pales Kaplan, aubes directrices
- Anneaux de presse de stator pour les générateurs
- Pales pour les ventilateurs REA
- Têtes de mât et porte-mâts
- Composants de brûleurs pour les turbines à gaz

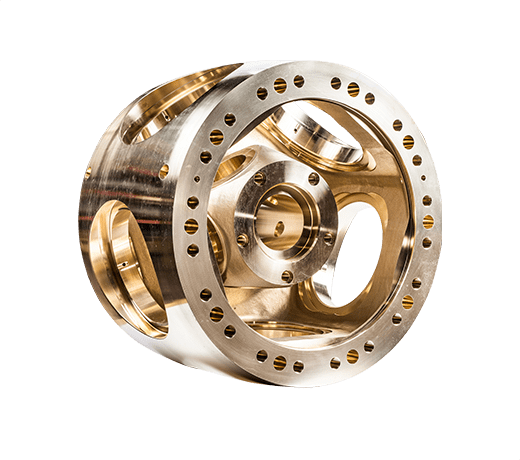
Description : impulseur Francis / pale directrice
Objectif : production d’électricité à partir de petites centrales hydroélectriques
Matériau : bronze multicomposant Cu Al/1.4317
Procédure de fabrication : moulage au sable, noyau imprimé, moule fraisé

Description : anneau de générateur
Objectif : production d’électricité
Matériau : laiton spécial
Procédure de fabrication : moulage au sable
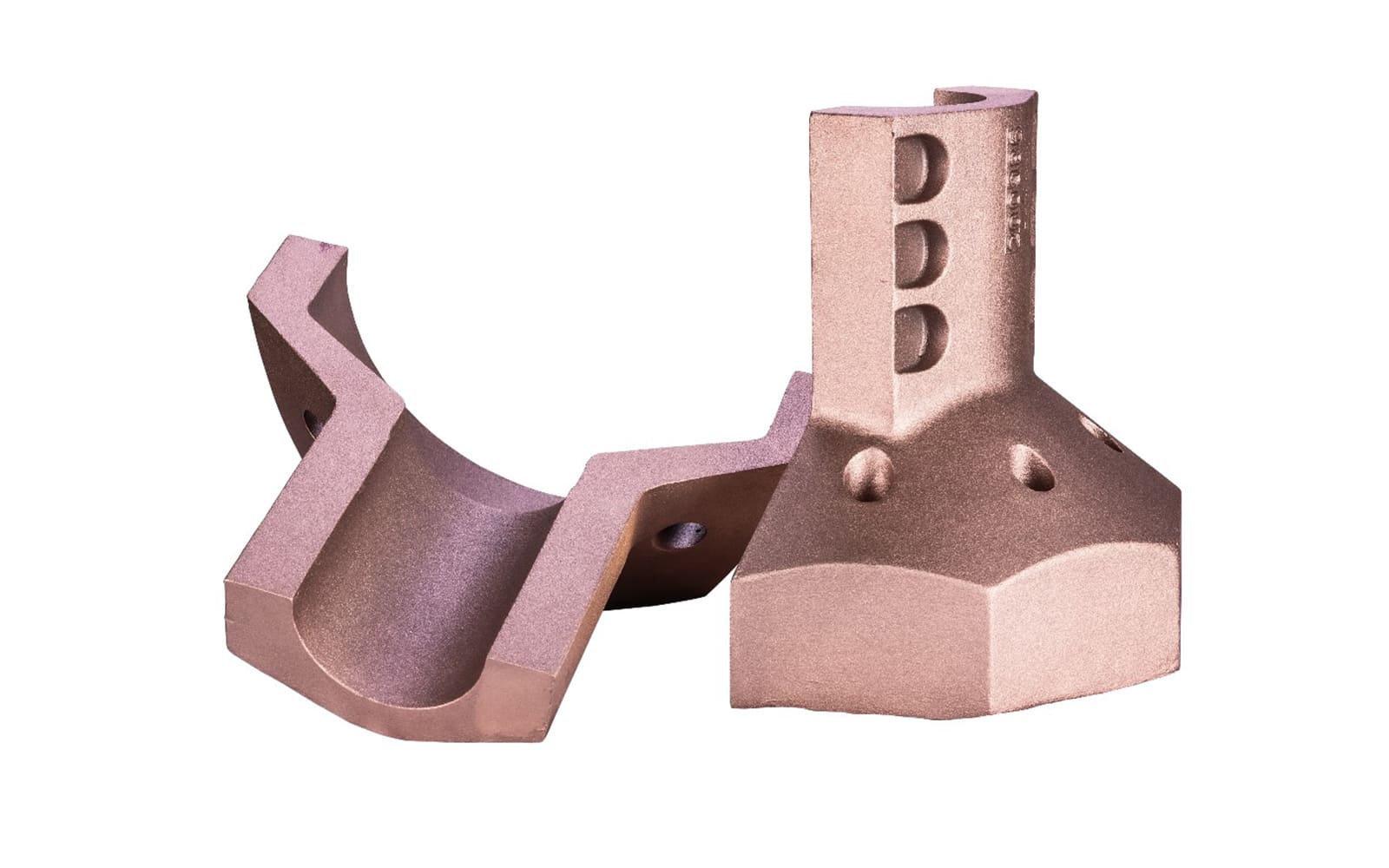
Description : terminaux polaires / connecteurs
Objectif : pinces actuelles
Matériau : Cu-Cr
Procédure de fabrication : moulage au sable

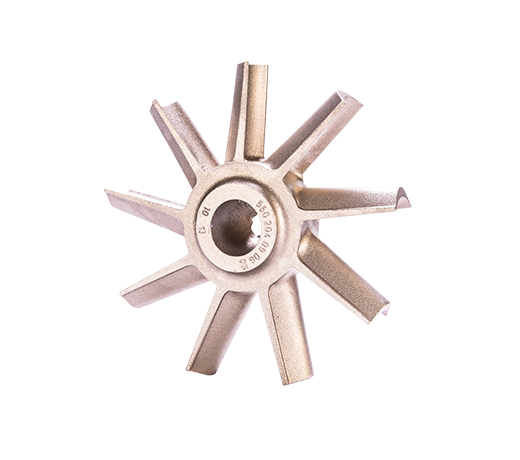
Description : impulseur Turgo
Objectif : hydroélectricité
Matériau : 1.4317.
Procédure de fabrication : moulage au sable céramique
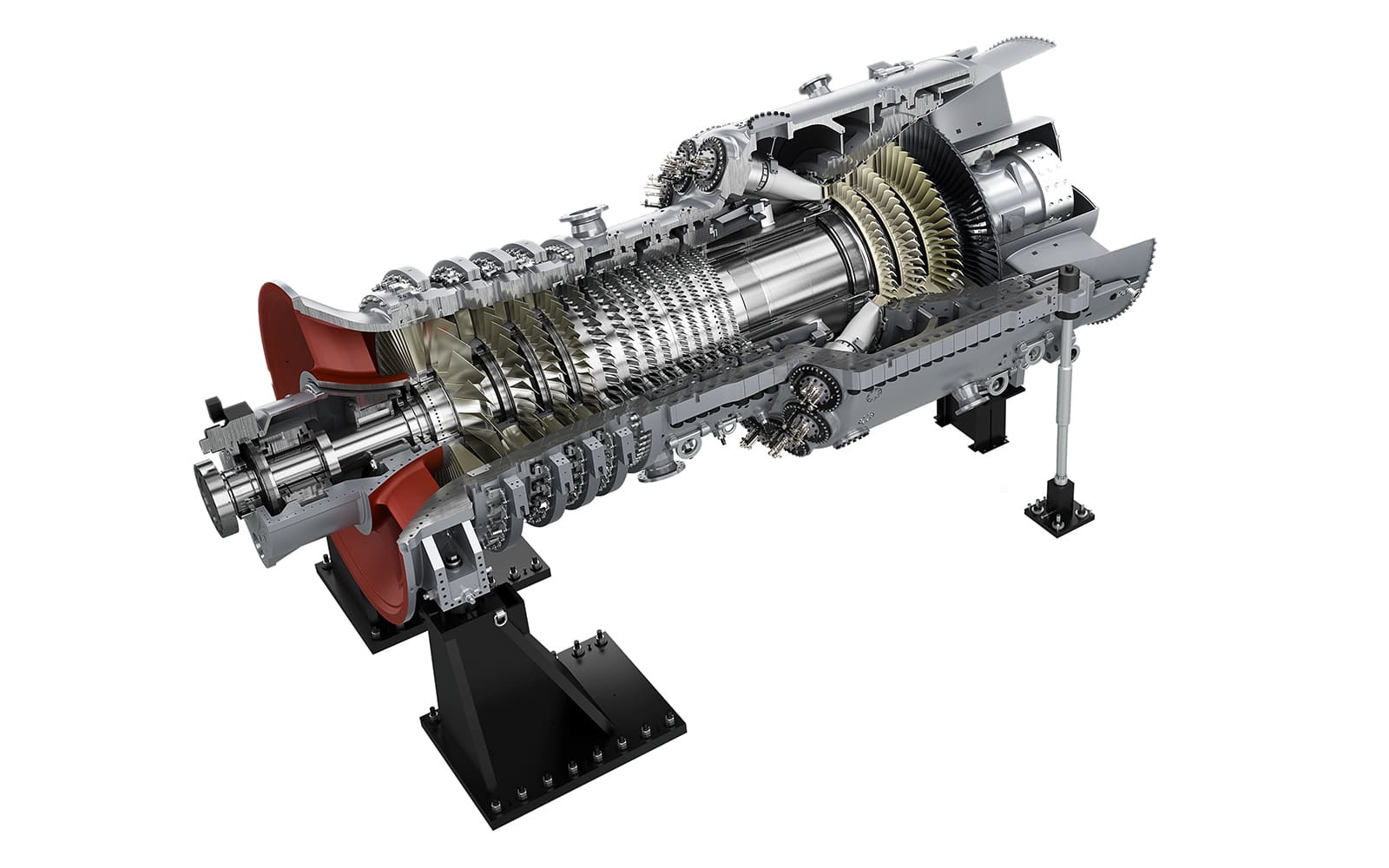
Description: composants sophistiqués pour les turbines à gaz industrielles. Aubes et pales de turbines de formes complexes et pièces structurelles.
Application: turbine à gaz industrielle
Alliage: alliages haute température, par ex. Inconel 739, Hastelloy X, Nimonic, MAR M247 et plus
Procédé de fabrication: moulage sous vide
Client: Siemens, GE

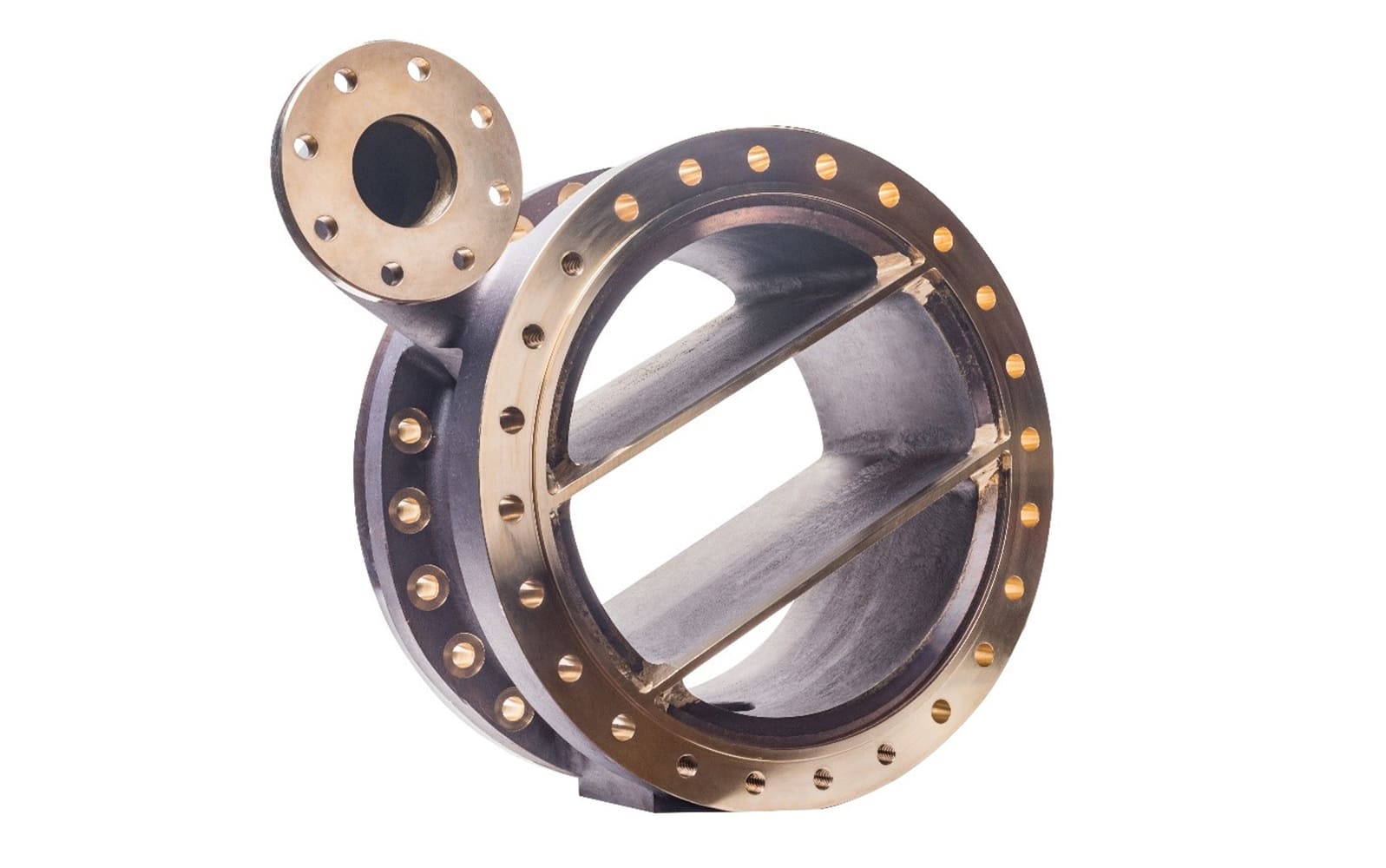
Maritime
Les composants en fonte en alliages de cuivre et d’acier impressionnent dans les applications maritimes par leur résistance à la corrosion, leur complexité géométrique et leur qualité de moulage particulièrement élevée :
- Hélices fixes, ainsi que boîtiers de moyeu et pales pour hélices à pas variable
- Raccords haute pression et raccords de sécurité pour sous-marins
- Boîtier de vanne pour l’acheminement des gaz d’échappement, le traitement de l’eau de mer et le traitement de l’eau de lest
- Boîtier du moteur

Description : boîtier de filtre
Objectif : filtration de l’eau de mer en sous-marin
Matériau : bronze multicomposant Cu Al
Procédure de fabrication : moulage au sable
Description : boîtier de refroidisseur
Objectif : sous-marin refroidisseur d’eau de mer
Matériau : bronze multicomposant Cu Al
Procédure de fabrication : moulage au sable

Description : bouchon de refroidisseur
Objectif : refroidisseur d’eau de mer pour moteur diesel marin
Matériau : bronze multicomposant Cu Al
Procédure de fabrication : moulage au sable

Description : boîtier de filtre
Objectif : filtration de l’eau de mer dans les sous-marins
Matériau : bronze multicomposant Cu Al
Procédure de fabrication : moulage au sable



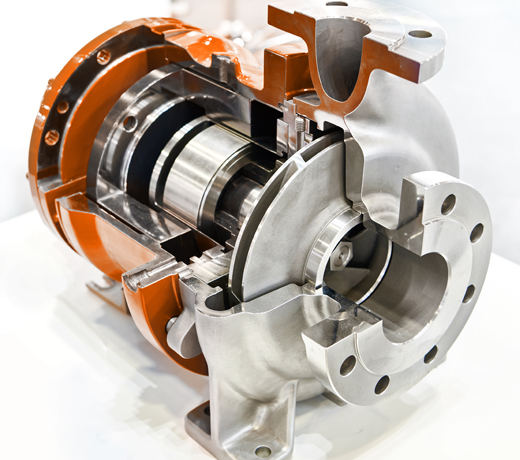
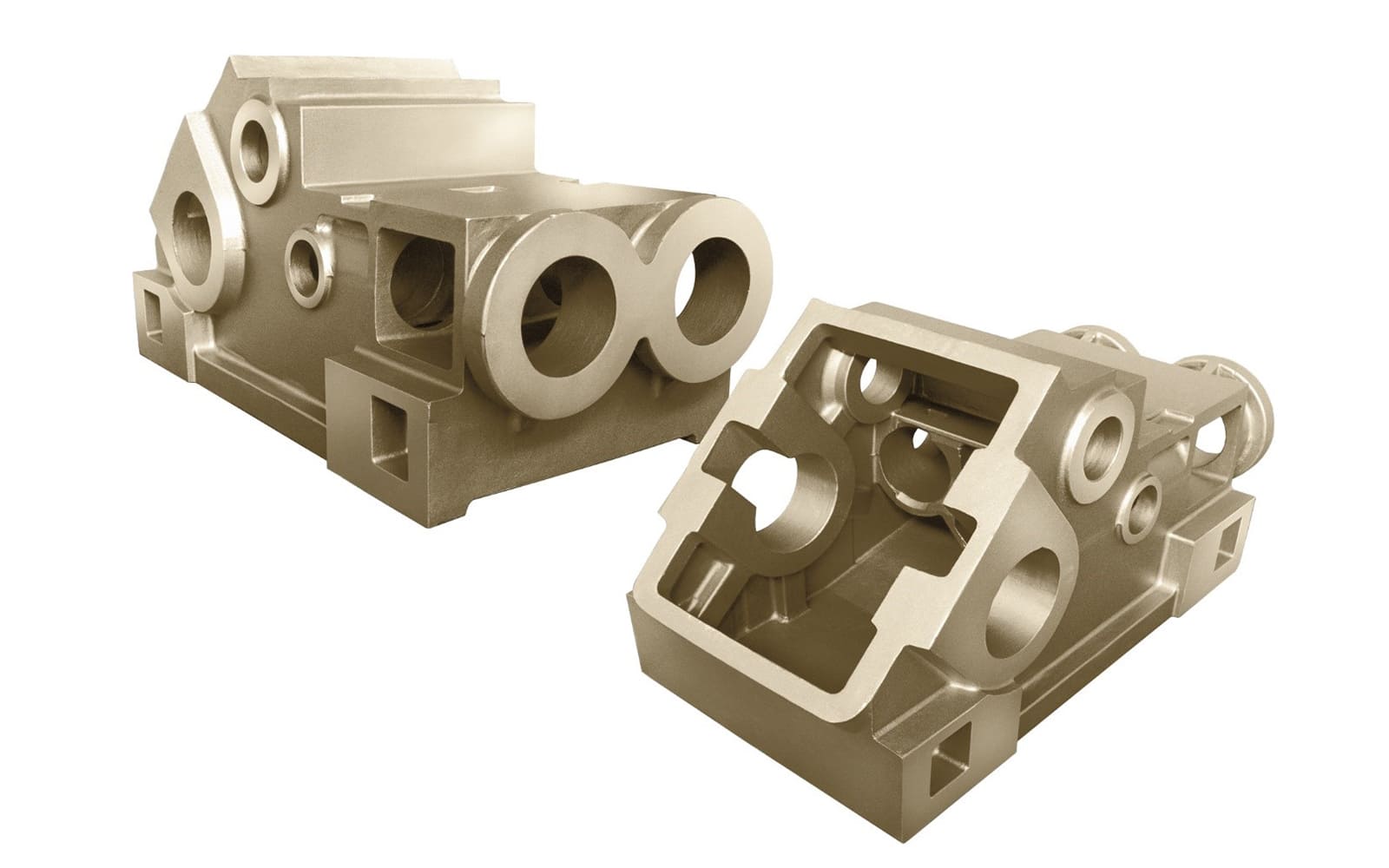
Pompes
Les pièces moulées en alliages à base de cuivre et de nickel, les aciers fortement alliés, le duplex, le superduplex résistent à des pressions élevées et sont résistants à la corrosion et à l'abrasion. Elles sont utilisées dans des pompes sur terre ainsi que sur et sous l’eau.
- Boîtier de la pompe à piston
- Boîtier en spirale
- Impulseurs
- Moyeux de roue
- Pales
- Bagues d’usure
- Dans les pompes d’alimentation pour le pétrole et le gaz, la technologie médicale, l’alimentation, l’eau douce et les eaux usées.
- Dans les pompes de refroidissement des centrales nucléaires ainsi que des navires de surface et sous-marins.
- Dans les pompes d’extinction, dans les pompes des sous-marins et des plateformes de forage et dans d’autres applications maritimes.
Description : boîtier de pompe
Objectif : pompe à piston à eau de mer
Matériau : bronze multicomposant Cu Al
Procédure de fabrication : moulage au sable
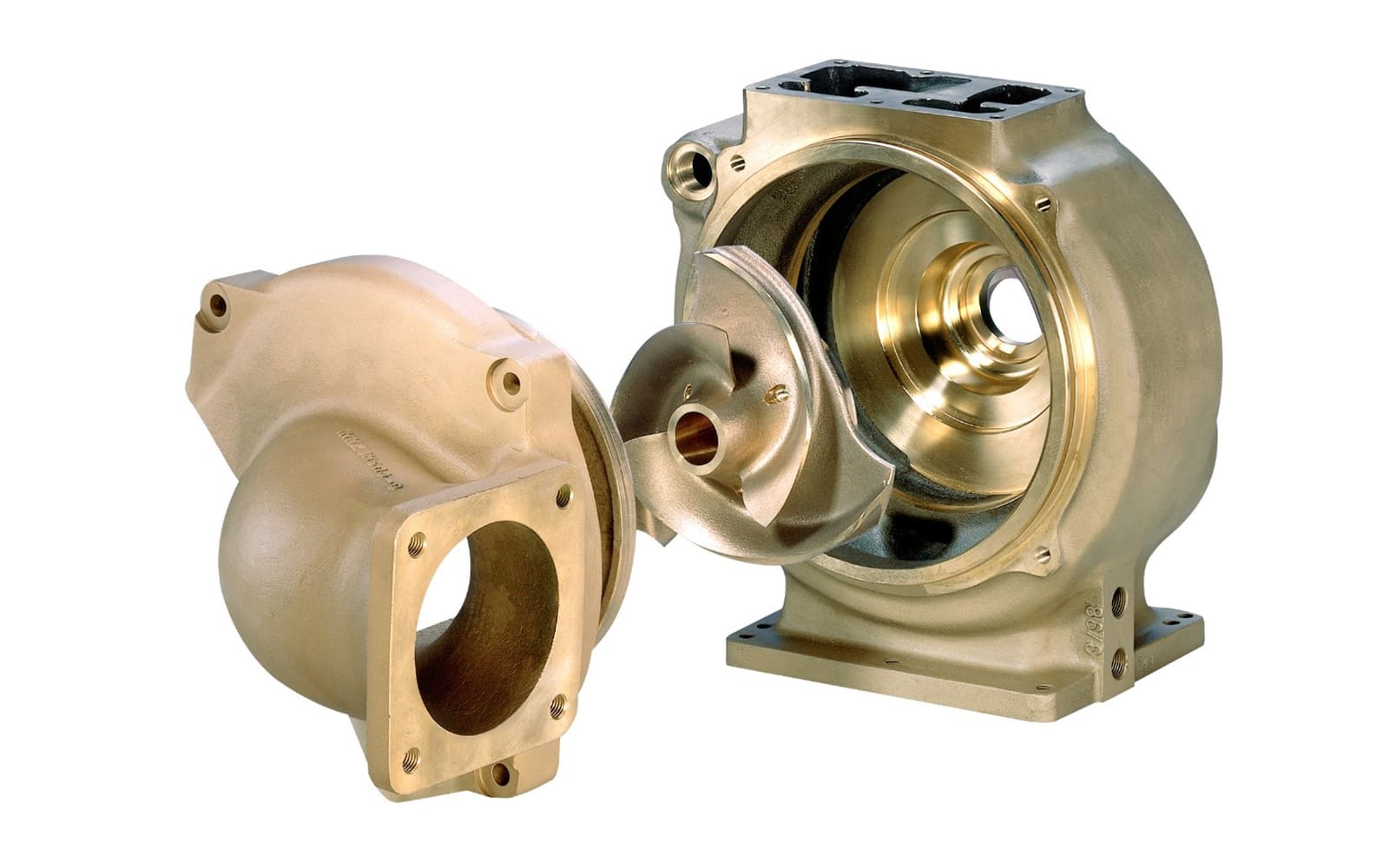
Description : collecteur / impulseur / boîtier de pompe
Objectif : Pompe à eau de mer de refroidissement
Matériau : bronze Cu Sn Zn/bronze multicomposant Cu Al
Procédure de fabrication : moulage au sable

Description : boîtier et couvercle de pompe
Objectif : pompes à eau de mer
Matériau : bronze multicomposant Cu Al
Procédure de fabrication : moulage au sable

Description : impulseur de pompe
Objectif : pompe à eau de refroidissement
Matériau : bronze spécial multi-composant Cu Al avec Zn
Procédure de fabrication : moule fraisé par moulage au sable

Arts
Nous transformons les idées des artistes en produits moulés uniques en utilisant des applications de CAO et de simulation de moulage et une grande expérience dans le domaine du moulage artistique. Les moulages sont réalisés pour des sculptures, par exemple, qui répondent à des exigences de qualité très spécifiques.
La solidification contrôlée pendant le processus de moulage crée des surfaces presque sans pores sous la peau de moulage. La production sans modèle par fraisage du matériau de moulage augmente l’efficacité économique des produits artistiques moulés.
- Objets d’art et moulages artistiques, fabriqués selon un ensemble de données et un moule fraisé ou selon un modèle quelconque, construits à partir de segments ou moulés en monobloc.
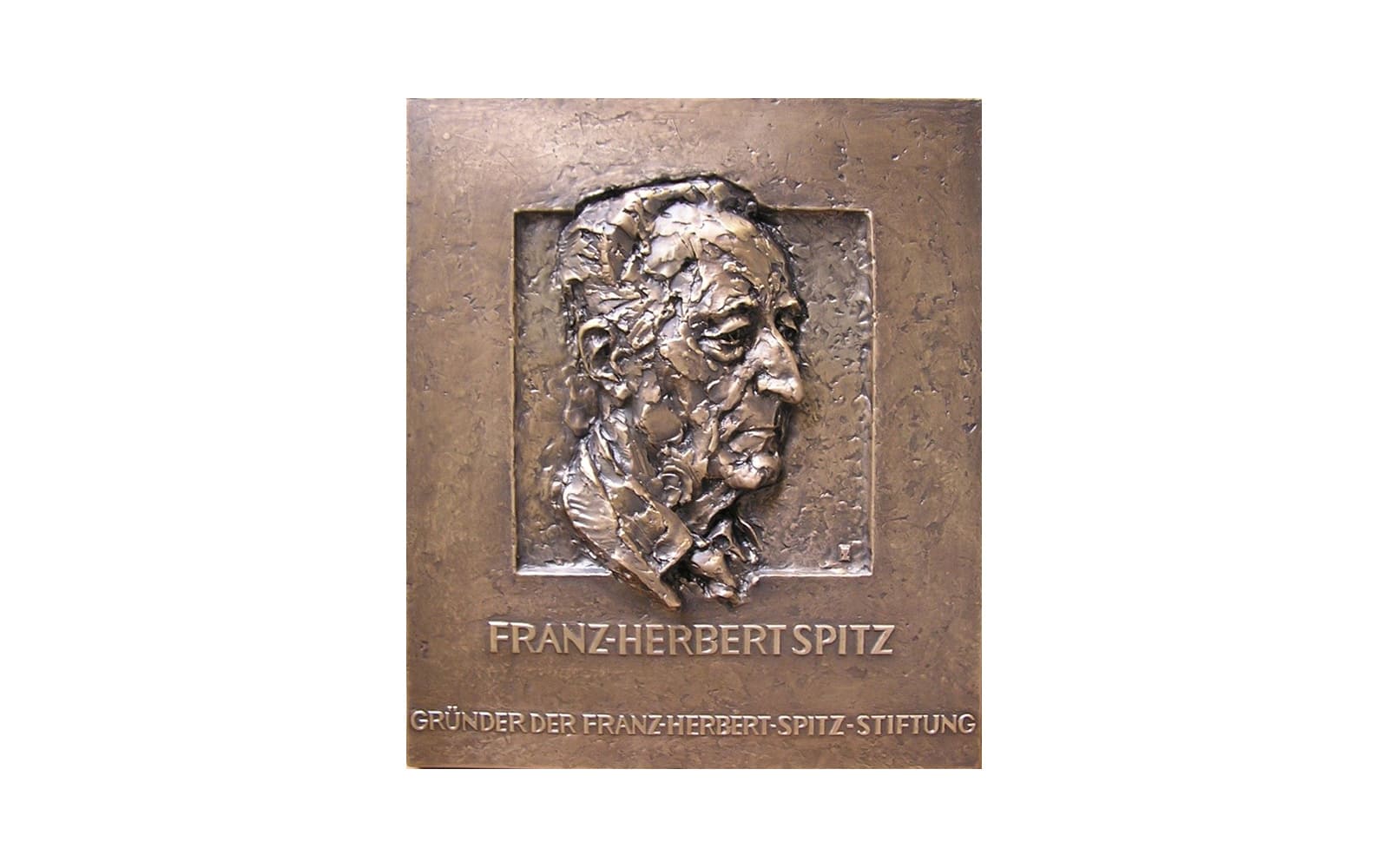
Description : panneau en relief
Objectif : moulage artistique
Matériau : bronze étain
Procédure de fabrication : moulage en céramique

Description : flamme de feu
Objectif : moulage artistique
Matériau : acier inoxydable et bronze
Procédure de fabrication : moulage au sable

Description : panneau en relief
Objectif : moulage artistique / décoration de sites funéraires
Matériau : bronze étain
Procédure de fabrication : moulage au sable

Description : figure de bronze
Objectif : moulage artistique
Matériau : bronze étain
Procédure de fabrication : moulage au sable
Groupes d’alliages de moulage de précision
- Alliages de fer et d’acier
- Moulage d’acier à haute température et résistant à la chaleur
- Aciers à outils
- Aciers de cémentation
- Aciers trempés et revenus
- Aciers résistants à la rouille et aux acides
- Matériaux spéciaux
- Superalliages à base de nickel
- Non-directionnel solidifié (EQX)
- Directionnel colonnaire cristallin solidifié (DS)
- Monocristallin solidifié (SX)
- Superalliages de cobalt
- Stellite
- Matériaux d’implants
- Alliages d’aluminium
Alliages d’acier et de bronze (moulage au sable et autres procédés de moulage)
- Cuivre-aluminium
- Cuivre-étain
- Cuivre-étain-zinc
- Cuivre-zinc
- Cuivre-chrome
- Cuivre-nickel
- Cuivre pur
Alliages d’acier (moulage au sable et autres procédés de moulage)
- Faiblement allié
- Hautement allié
- Matériaux spéciaux disponibles sur demande
- (Base de nickel, base de cuivre, Hastelloy)

Moulage de précision sous vide
Méthode d’exploitation du sol
Procédé de fusion et de moulage hautement productif pour les composants complexes en matériaux hautement résistants à la chaleur. De grandes quantités peuvent également être produites en peu de temps avec un très haut degré de reproductibilité.
- De la pièce unique à la grande série
- Haut degré de pureté
- Possibilité de raffinage ciblé du grain sur les moulages
- Haut degré d’automatisation
Méthode du creuset basculant
Procédé de fusion et de moulage pour la production de composants complexes en matériaux résistant aux hautes températures, d’une grande pureté et d’une très bonne reproductibilité.
- De la pièce unique à la grande série
- Très haut degré de pureté
- Haut degré d’automatisation de la production, moulage autonome par cellule de moulage (du préchauffage au refroidissement)

Moulage de précision en plein air
Méthode conventionnelle
Le moulage de précision ouvert classique est un procédé à la cire perdue qui se caractérise par un choix presque illimité d’alliages.
- Poids des composants jusqu’à 100 kg
- Déversement manuel de la grappe de moulage dans un environnement oxygéné
- Le moule est rempli manuellement à l’aide d’une louche et est contrôlé par la vitesse de coulée
- Espace d’installation maximum 600 x 600 x 550 mm
Technologie de laminage
La technologie de laminage permet d’obtenir une très haute qualité de matériau. Après la fusion de l’alliage, le four tourne de 180 degrés en quelques secondes. La coquille du moule, qui est directement fixée au four, est remplie avec précision et avec une faible turbulence, même en utilisant un gaz inerte.
- L’influence de l’oxygène est éliminée par l’utilisation d’une cloche à gaz inerte.
- L’espace d’installation maximum est de 580 x 400 mm de diamètre
- Poids de moulage maximum de 100 kg


Moulage au sable
Le procédé de moulage au sable offre un haut degré de liberté et la production économique de composants complexes avec des contre-dépouilles et des cavités
- Pour les pièces uniques et les petites séries
- Production selon le modèle permanent, le modèle perdu ou sur la base de pièces moulées imprimées/fraisées
- Poids partiels : alliages de cuivre jusqu’à 8 000 kg, alliages d’acier jusqu’à 2 500 kg
- Production à l’aide d’un moule perdu

Moulage Croning / moulage en coquille
Des composants complexes avec des cavités et une haute qualité de surface peuvent être produits de manière économique avec le moulage Croning ou le moulage en coquille.
- Qualité de surface Ra 6,3 µm
- Grandes séries
- Modèles métalliques
- Poids jusqu’à environ 20 kg
- Dimensions des pièces jusqu’à environ 400 x 250 x 200 mm
- Production à l’aide d’un moule perdu


Moulage en céramique
Le moulage en céramique est particulièrement adapté aux composants à paroi mince et aux degrés de pureté élevés lors du moulage de matériaux spéciaux
- Matériau de moulage non réactif
- convient aux noyaux et aux moules
- Dimensions de la pièce 1400 x 1400 x 600 mm
- Production à l’aide d’un moule perdu